Далее следует полный процесс производства от SMT (технология поверхностного монтажа) до DIP (двухрядный корпус), до обнаружения AI и ASSY (сборка), с техническим персоналом, обеспечивающим руководство на протяжении всего процесса. Этот процесс охватывает основные звенья в электронном производстве для обеспечения высококачественного и эффективного производства.
Полный производственный процесс от SMT→DIP→AI-контроль→СБОРКА
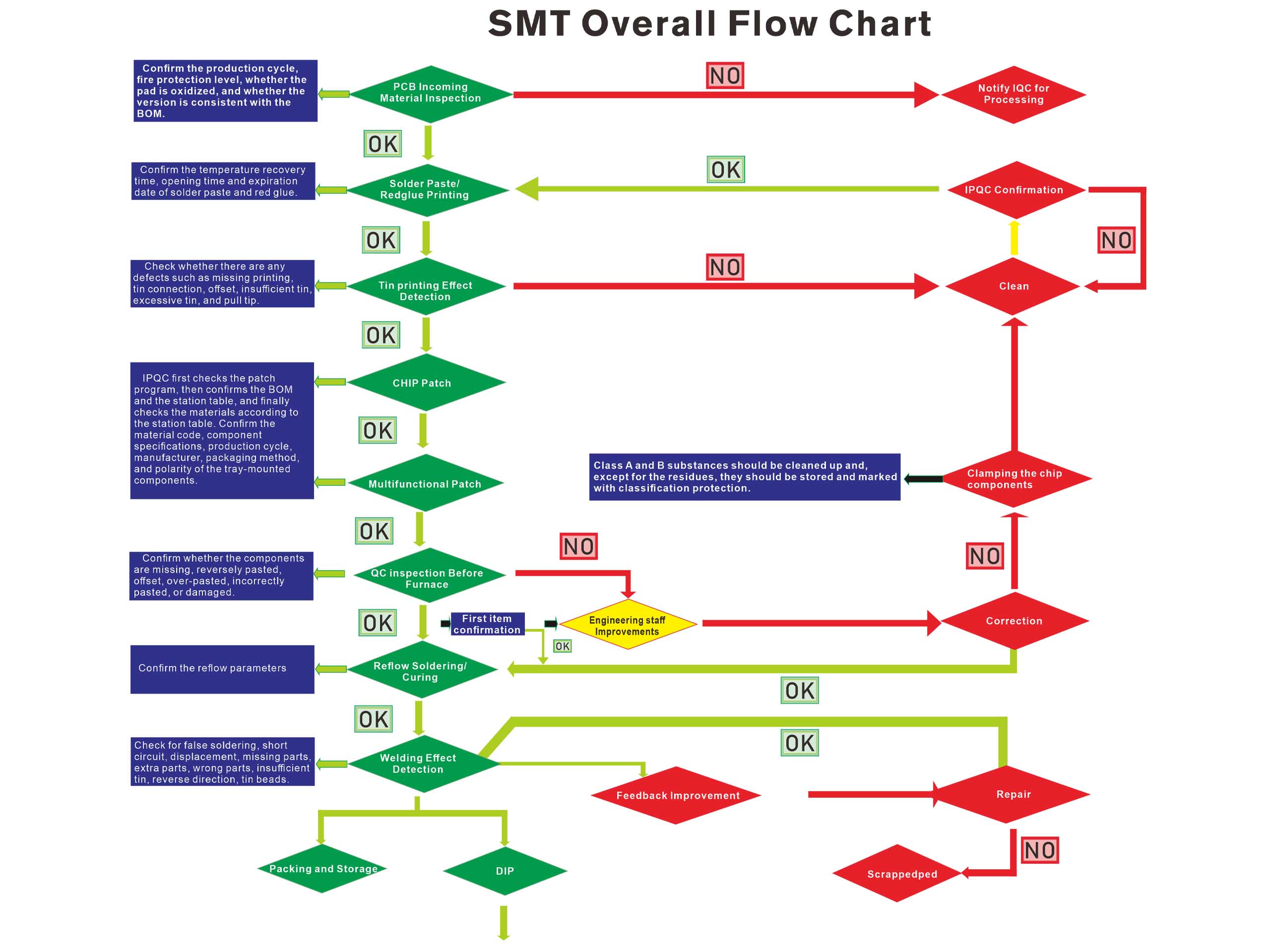
1. SMT (технология поверхностного монтажа)
SMT — это основной процесс производства электроники, в основном используемый для установки компонентов поверхностного монтажа (SMD) на печатную плату.
(1) Печать паяльной пастой
Оборудование: принтер для нанесения паяльной пасты.
Шаги:
Закрепите печатную плату на верстаке принтера.
Аккуратно нанесите паяльную пасту на контактные площадки печатной платы через стальную сетку.
Проверьте качество печати паяльной пасты, чтобы убедиться в отсутствии смещения, пропусков печати или наложения печати.
Ключевые моменты:
Вязкость и густота паяльной пасты должны соответствовать требованиям.
Стальную сетку необходимо регулярно чистить, чтобы избежать засорения.
(2) Размещение компонентов
Оборудование: Машина для захвата и укладки.
Шаги:
Загрузите SMD-компоненты в питатель SMD-машины.
SMD-станок захватывает компоненты через сопло и точно размещает их на заданном месте печатной платы в соответствии с программой.
Проверьте точность размещения, чтобы убедиться в отсутствии смещения, неправильных или отсутствующих деталей.
Ключевые моменты:
Полярность и направление компонентов должны быть правильными.
Сопло SMD-машины необходимо регулярно обслуживать, чтобы избежать повреждения компонентов.
(3) Пайка оплавлением
Оборудование: Печь для пайки оплавлением.
Шаги:
Отправьте смонтированную печатную плату в печь для пайки оплавлением.
После четырех этапов предварительного нагрева, поддержания постоянной температуры, оплавления и охлаждения паяльная паста расплавляется и образуется надежное паяное соединение.
Проверьте качество пайки, чтобы убедиться в отсутствии дефектов, таких как холодные паяные соединения, перемычки или дефекты.
Ключевые моменты:
Температурную кривую пайки оплавлением припоя необходимо оптимизировать в соответствии с характеристиками паяльной пасты и компонентов.
Регулярно калибруйте температуру печи, чтобы обеспечить стабильное качество сварки.
(4) AOI-инспекция (автоматическая оптическая инспекция)
Оборудование: автоматический оптический контрольно-измерительный прибор (АОИ).
Шаги:
Оптически сканируйте спаянную печатную плату для определения качества паяных соединений и точности монтажа компонентов.
Регистрируйте и анализируйте дефекты и обратную связь по предыдущему процессу для корректировки.
Ключевые моменты:
Программу AOI необходимо оптимизировать в соответствии с дизайном печатной платы.
Регулярно калибруйте оборудование, чтобы обеспечить точность обнаружения.


2. Процесс DIP (двухрядный корпус)
Процесс DIP в основном используется для установки компонентов в отверстия (THT) и обычно применяется в сочетании с процессом SMT.
(1) Вставка
Оборудование: ручная или автоматическая машина для вставки.
Шаги:
Вставьте компонент сквозного отверстия в указанное место печатной платы.
Проверьте точность и стабильность установки компонента.
Ключевые моменты:
Штифты компонента необходимо обрезать до соответствующей длины.
Убедитесь, что полярность компонентов правильная.
(2) Пайка волной припоя
Оборудование: печь для пайки волной припоя.
Шаги:
Поместите вставную печатную плату в печь для пайки волной припоя.
Припаяйте выводы компонентов к контактным площадкам печатной платы волной припоя.
Проверьте качество пайки, чтобы убедиться в отсутствии холодных паяных соединений, перемычек или негерметичных паяных соединений.
Ключевые моменты:
Температуру и скорость пайки волной припоя необходимо оптимизировать в соответствии с характеристиками печатной платы и компонентов.
Регулярно очищайте паяльную ванну, чтобы предотвратить попадание загрязнений в качество пайки.
(3) Ручная пайка
Ручной ремонт печатной платы после пайки волной припоя для устранения дефектов (таких как холодные паяные соединения и перемычки).
Для локальной пайки используйте паяльник или термофен.
3. Обнаружение ИИ (обнаружение искусственного интеллекта)
Обнаружение на основе искусственного интеллекта используется для повышения эффективности и точности определения качества.
(1) Визуальное обнаружение ИИ
Оборудование: Система визуального обнаружения на базе искусственного интеллекта.
Шаги:
Сделайте снимки печатной платы в высоком разрешении.
Анализируйте изображение с помощью алгоритмов искусственного интеллекта для выявления дефектов пайки, смещения компонентов и других проблем.
Составьте отчет об испытаниях и передайте его в производственный процесс.
Ключевые моменты:
Модель ИИ необходимо обучать и оптимизировать на основе реальных производственных данных.
Регулярно обновляйте алгоритм ИИ для повышения точности обнаружения.
(2) Функциональное тестирование
Оборудование: Автоматизированное испытательное оборудование (АТО).
Шаги:
Проведите испытания электрических характеристик печатной платы, чтобы убедиться в ее нормальном функционировании.
Регистрируйте результаты испытаний и анализируйте причины появления дефектной продукции.
Ключевые моменты:
Процедуру испытаний необходимо разрабатывать в соответствии с характеристиками продукта.
Регулярно калибруйте испытательное оборудование, чтобы обеспечить точность испытаний.
4. Процесс АССИ
Сборка — это процесс сборки печатной платы и других компонентов в готовое изделие.
(1) Механическая сборка
Шаги:
Установите печатную плату в корпус или кронштейн.
Подключите другие компоненты, такие как кабели, кнопки и экраны дисплеев.
Ключевые моменты:
Обеспечьте точность сборки, чтобы избежать повреждения печатной платы или других компонентов.
Используйте антистатические средства для предотвращения повреждений от статического электричества.
(2) Запись программного обеспечения
Шаги:
Запишите прошивку или программное обеспечение в память печатной платы.
Проверьте результаты записи, чтобы убедиться, что программное обеспечение работает нормально.
Ключевые моменты:
Программа записи должна соответствовать версии оборудования.
Во избежание перерывов убедитесь, что условия горения стабильны.
(3) Тестирование всей машины
Шаги:
Проведение функциональных испытаний собранных изделий.
Проверьте внешний вид, производительность и надежность.
Ключевые моменты:
Тестовые задания должны охватывать все функции.
Регистрируйте данные испытаний и создавайте отчеты о качестве.
(4) Упаковка и отгрузка
Шаги:
Антистатическая упаковка сертифицированной продукции.
Маркируйте, упакуйте и подготовьте к отправке.
Ключевые моменты:
Упаковка должна соответствовать требованиям транспортировки и хранения.
Запишите информацию о доставке для удобства отслеживания.

5. Ключевые моменты
Экологический контроль:
Не допускайте возникновения статического электричества и используйте антистатическое оборудование и инструменты.
Техническое обслуживание оборудования:
Регулярно проводите техническое обслуживание и калибровку оборудования, такого как принтеры, установочные машины, печи оплавления, печи пайки волной припоя и т. д.
Оптимизация процесса:
Оптимизируйте параметры процесса в соответствии с реальными условиями производства.
Контроль качества:
Каждый процесс должен проходить строгий контроль качества для обеспечения выхода продукции.







